智慧切削路徑優化技術
文/工業技術研究院 智慧機械科技中心 副研究員 林煒祥、李日傑、林孟秋
工業技術研究院 智慧機械科技中心 副工程師 張仲敏
臺灣工具機產業受日圓貶值影響,面臨來自日本及中國的價格競爭。為突破困境,國內廠商需增強設備的附加功能,提升市場競爭力。全球氣候變遷問題加劇,各國推動2050淨零排放,企業要求供應鏈執行減碳,這使得節能技術成為競爭關鍵。減少能源消耗成為金屬加工領域的重要目標,工具機設備商需透過附加軟體協助客戶達成減碳目標。為此,開發針對工具機的節能技術,成為未來競爭的關鍵技術。
路徑分析技術
在建立工具機伺服軸的能耗模型之前,需先分析各軸的移動距離,首先藉由解譯NC程式以獲取加工路徑,進而計算工具機各軸的移動距離,作為後續模型訓練與最佳化參數運算之用。透過解譯NC程式的加工路徑,配合工具機的逆向運動學轉換,記錄各軸在不同轉動角度下的移動距離變化,最終在功率計算上得以計算出最低能耗的移動比例。
功率消耗計算
現今工具機所搭配的驅動器皆支援EtherCAT通訊格式,因此在進行資料擷取的時候,可透過網路線取得驅動器訊號,再由控制器進行資料整合並將資料回傳。利用馬達扭力與速度命令的關係式,如式(1)(2)所示,可計算出各軸的功率變化,τ為扭矩、ω為角速度、p為功率。此方法無需額外安裝功率計,相較於傳統方式更具成本優勢,且能滿足區分各軸能耗變化的需求。
 式(1)
式(1)
 式(2)
式(2)
伺服軸能耗模型建立
目前類神經網路技術已廣泛應用於工業領域,主因在於其可建立複雜的非線性模型。故本文利用類神經網路架構建立工具機伺服軸的能耗模型。然而此模型採用監督式學習的方式,須先蒐集相應的輸入及輸出資料,作為模型訓練之用。因此本文採用全因子實驗法,將會影響加工能耗的因子納入實驗之中,規劃加工路徑、進給速度、主軸轉速3項因子,每項因子分成5個水準,並設計3個反應變數X軸、Y軸、主軸的加工耗能,在相同刀具、切削深度與同材質的條件下進行加工,記錄不同條件下加工能耗的數據變化,作為後續模型訓練用。
完成全因子法實驗,收集工具機能耗的數據,透過這些數據建立類神經網路模型,但在訓練模型前需先將數據做正規化[1]的程序,再透過t-SNE可視化方式判斷實驗資料的可行性,整理完數據後,開始建立類神經網路模型,並利用HyperBand超參數最佳化演算法[2][3][4]計算最佳的隱藏層數、神經元數量、學習率及丟棄率。經計算,最佳超參數為2層隱藏層、224/240 個神經元、0.3/0.2的丟棄率及0.0012334的學習率。最後,利用HyperBand計算出的參數訓練類神經網路模型,並使模型訓練至收斂,如圖1所示。
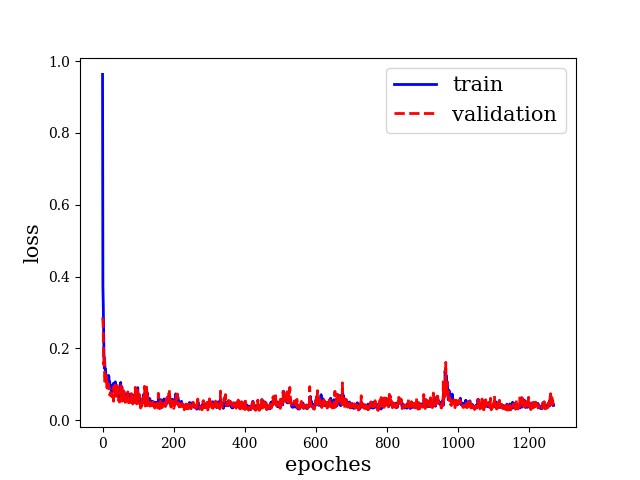
圖1訓練結果與參數
最佳化低能耗參數計算
本文使用非凌越排序基因演算法 (NSGA-II),進行最佳參數的計算,以下是NSGAII非凌越排序基因演算法的流程圖,如圖2所示。
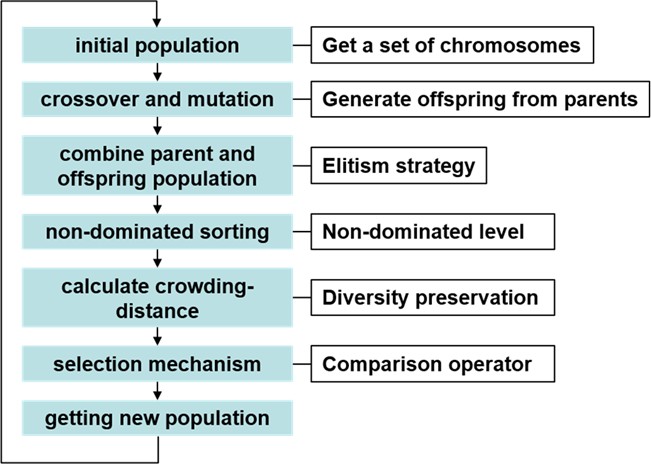
圖2非凌越排序基因演算法
將完成NC路徑分析技術與工具機能耗模型,整合至NSGA-II演算法中,計算NC路徑各軸移動所需之距離、主軸轉速、進給速度,作為模型輸入,定義輸入參數範圍即可進行最佳化參數計算。以旋轉角度範圍0至90度、進給速度範圍1000至3000 mm/min、主軸轉速範圍5000至9000 rpm為例,計算結果如圖3所示,紅色為能耗最少的輸入參數,藍色為能耗最多輸入的參數,如圖3 (a)所示,根據最好與最壞輸入參數,得到對應輸出結果,紅色為低耗能,藍色為高耗能,如圖3 (b)。根據平面加工最佳化結果顯示,最低能耗下所需平台旋轉角度為86度、進給速度為3000 mm/min,主軸轉速為5223 rpm如圖3 (b)。
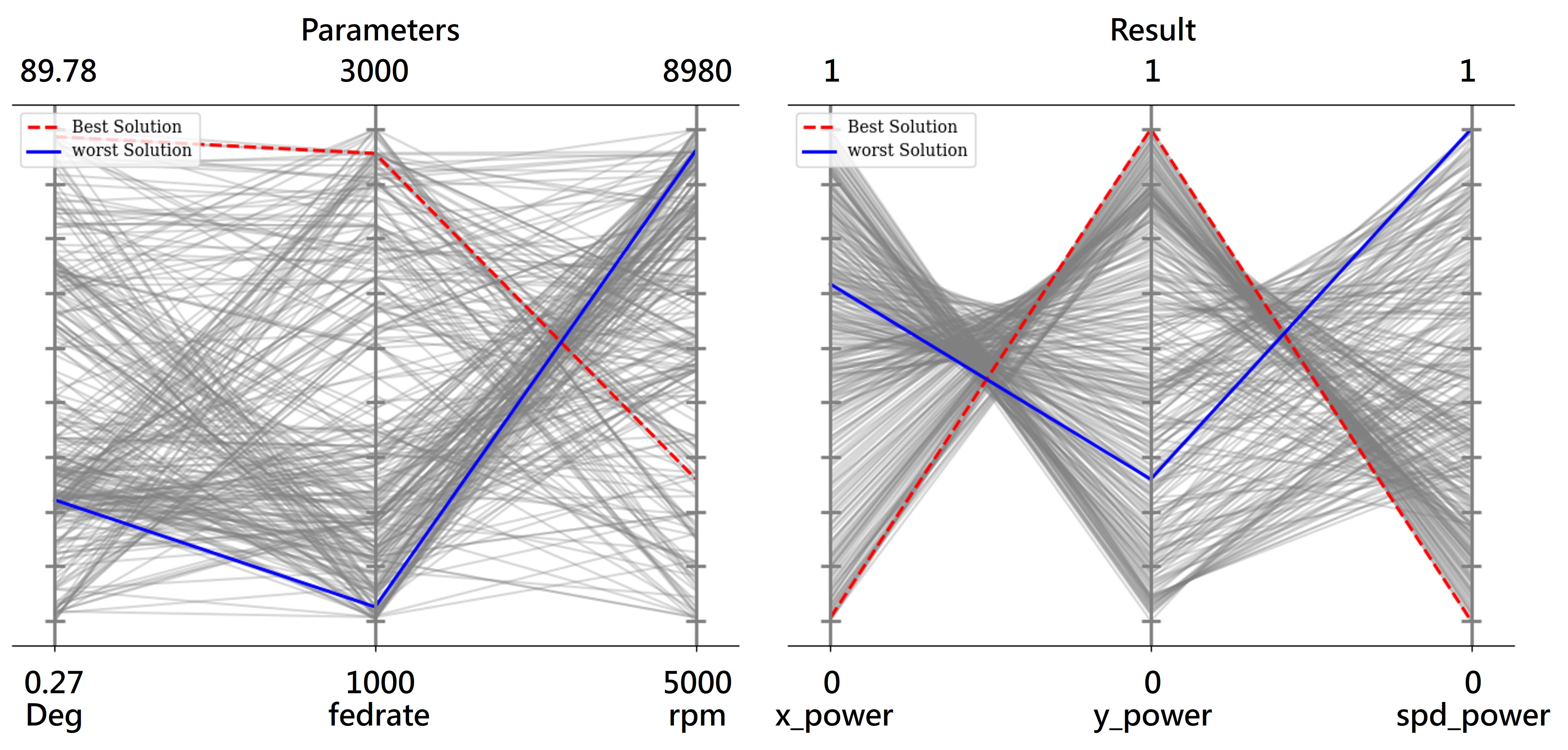
圖3最佳化計算結果(a)輸入(b)輸出
加工實驗
完成伺服軸能耗模型與最佳化低能耗參數計算,可解析NC程式以計算各軸移動距離、主軸轉速、進給速度,進而推導出最低能耗的加工參數。最後將此技術應用於凱柏U250i五軸工具機搭配工研院M100控制器,驗證工具機的節能技術。實施流程如圖4所示,首先將 NC加工路徑輸入至NC路徑分析技術中,並計算各軸移動距離。隨後,藉由工具機能耗模型與最佳化參數計算功能,求得最低能耗的加工路徑與加工參數,有效提升工具機的能源效率,達到節能減碳的目標。
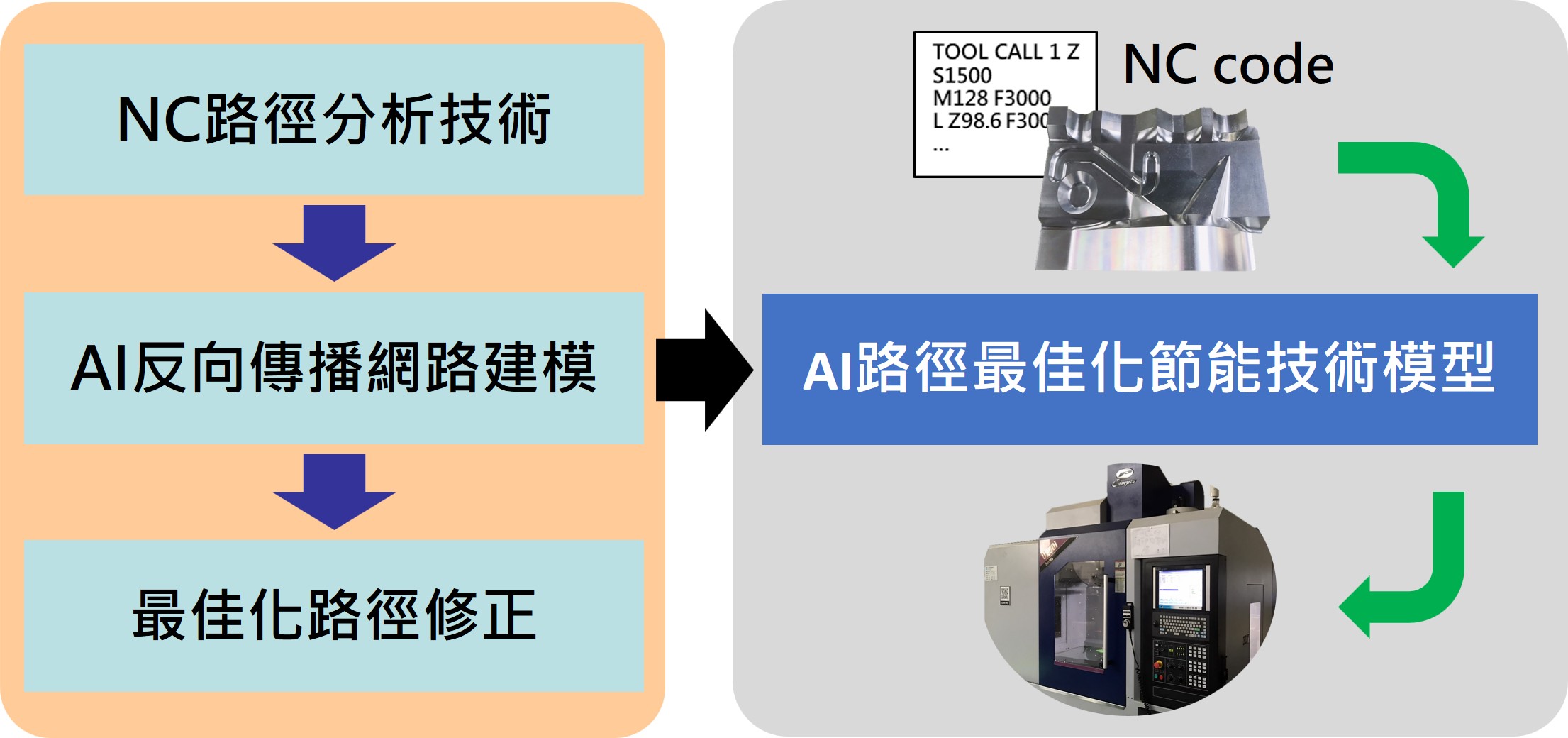
圖4節能技術流程圖
分析加工路徑,並計算最佳參數,計算結果平台轉動86.62度、進給速度2952 mm/min、主軸轉速5004 rpm,將原本加工程式X為主要移動軸,轉換成Y是主要移動軸。比較最佳路徑與原始路徑的功率消耗,原始路徑需消耗大15.6kw的功率,但最佳路徑只需大約消耗12.5 kw功率,由此結果可了解目前使用的凱柏U250i五軸工具機Y軸移動比X軸移動消耗功率還要少,如圖5所示。
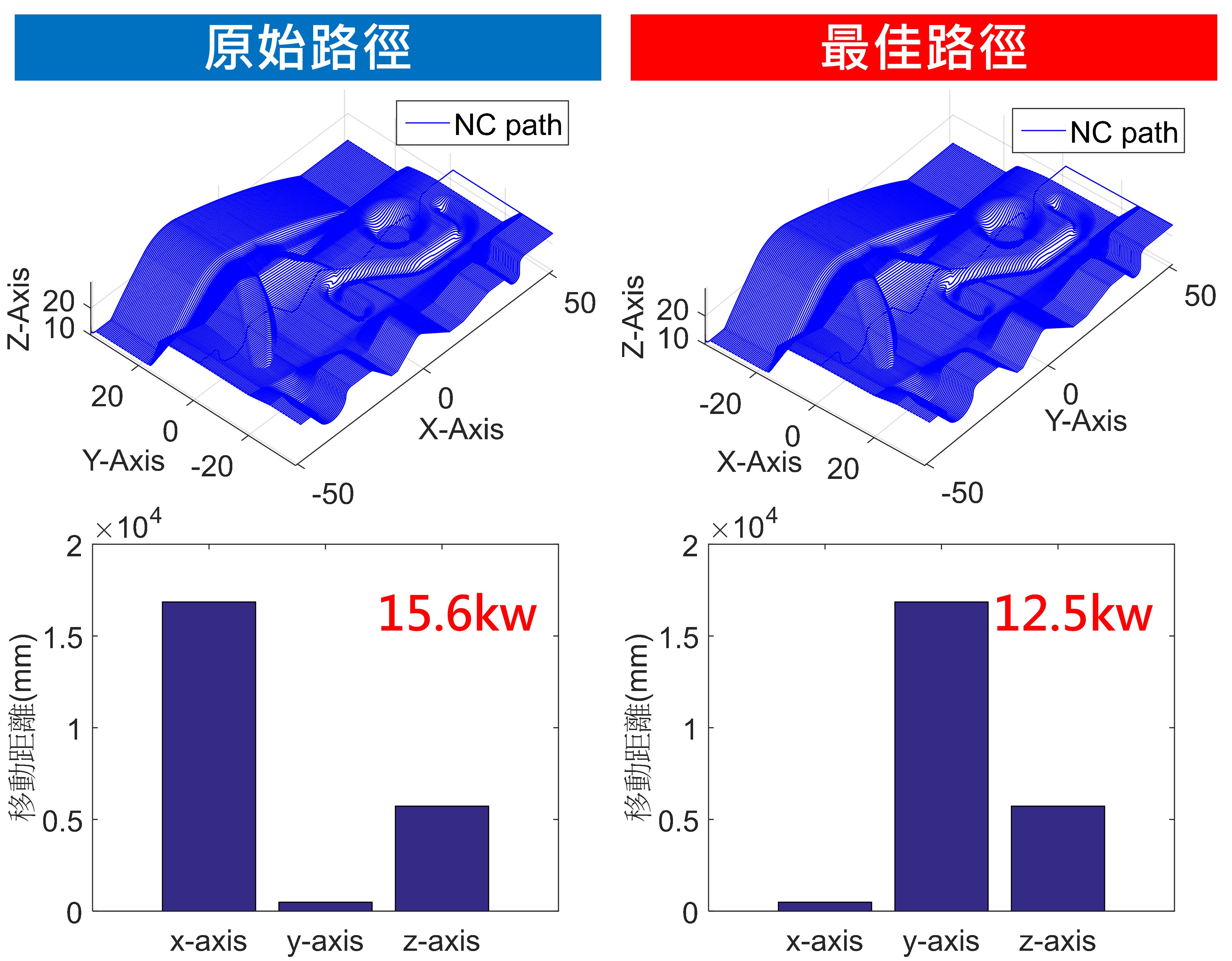
圖5驗證結果
結論
根據技術成果的驗證,工具機節能技術顯示出良好的節能效果。在凱柏U250i五軸工具 機搭配工研院M100控制器加工驗證,原始路徑的功率消耗為15.6 kW,經過最佳參數計算與路徑轉換後,最佳路徑的功率消耗降低為12.5 kW,相較於原始路徑,節省了30.5%的功率消耗。這項研究結果表明,所提出的節能技術在Y軸移動方面能有效節省功率消耗。對於需要大量生產的工件而言,導入此節能技術將能大幅改善整體能源消耗,協助國內業者提供具附加價值的節能技術,進而提升產業競爭力。
參考文獻
- Stanford Weisberg, “Applied Linear Regression,” John Wiley & Sons,530, 1985.
- R.H. Myers. “Classical and Modern Regression with Applications,” Duxbury Press, 1990.
- J.Snoek, H. Larochelle, and R.P. Adams. “Practical bayesian optimization of machine learning algorithms,” Advances in neural information processing systems 25, 2012.
- K. Jamieson and A. Talwalkar, “Nonstochastic best arm identification and hyperparameter optimization,” Proceedings of the 19th International Conference on Artificial Intelligence and Statistics, PMLR 51, 240-248, 2016.
- API Documentation, TensorFlow Core v2.9.1.[Online].available: https://www. tensorflow.org/api_docs
- “Multi-objective optimization in Python,” pymoo. [Online].available:https://pymoo.org/



